High-Temperature, High-Pressure Electric Inline Heaters for Aerospace MRO
 TUTCO SureHeat® Specialty Flanged Inline (SFI) heaters are built for the demands that aerospace Maintenance, Repair, and Overhaul facilities face every day. With capabilities reaching 1100°C (2012°F) and pressures up to 3000 PSI (207 bar), and power ratings well beyond 1 megawatt up to 14 megawatt, our custom industrial heaters deliver the thermal performance required to test, validate, and return aircraft pneumatic components to service — safely, efficiently, and with precision.
TUTCO SureHeat® Specialty Flanged Inline (SFI) heaters are built for the demands that aerospace Maintenance, Repair, and Overhaul facilities face every day. With capabilities reaching 1100°C (2012°F) and pressures up to 3000 PSI (207 bar), and power ratings well beyond 1 megawatt up to 14 megawatt, our custom industrial heaters deliver the thermal performance required to test, validate, and return aircraft pneumatic components to service — safely, efficiently, and with precision.
This page covers everything MRO engineers and procurement teams need to know: what our heaters do, how they're used across MRO operations, how they compare to gas-fired alternatives, the technical specifications that matter when uptime and airworthiness are on the line, and how we serve adjacent high-demand industries like wind tunnel testing, fuel cell research, cold spray, and semiconductor process development.
Contact our engineering team to discuss your application.

Purpose-Built for Aerospace MRO Test Cell Heater Applications
When an aircraft comes in for service, every pneumatic component that goes back on that aircraft must be proven to perform. That means testing under conditions that mirror what the component will actually experience in flight — high-temperature, high-pressure air, often clean dry air or inert gas, delivered with precise control. An air heater for MRO test stand operations has to be reliable, repeatable, and capable of sustaining rigorous daily production cycles without drift.
TUTCO SureHeat's flanged inline air heaters do exactly that. Our SFI-HP (High Pressure) series is a purpose-built high-pressure electric air heater for compressed air applications up to 3000 PSI, making them ideal for MRO test stand heater upgrade projects where standard off-the-shelf designs simply can't hit the mark. Whether you're working with pneumatic valves, bleed air ducting, actuators, or environmental control system components, our aerospace test bench heater systems give you the temperature and pressure range to test at the spec — not just close to it.
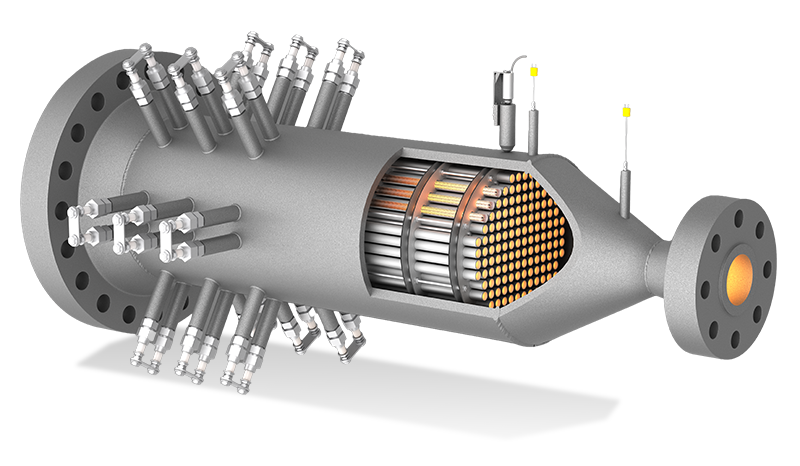
Every unit is engineered as a true electric inline process air heater: no combustion, no fuel lines, no open flame — just clean, controllable resistance heating through our patented Serpentine™ technology.
SFI Heater Specifications at a Glance
| Parameter | Custom Design |
| Maximum Pressure | 3000 PSI (207 bar) |
| Maximum Outlet Temperature | 1050ºC - 1100ºC |
| Temperature Control | ±1°C |
| Maximum Power | Up to 14 MW |
| Ramp Rate | Up to 100°C/sec |
| Process Gases | Air, N2, Ar, He, CO2, H2, steam, syngas & more |
| Maximum Flow Rate | 2000 SCFM and higher |
| Flange Standard | ANSI / custom |
| Housing Material | 316 Stainless Steel Standard. Custom alloys available. |
KEY PERFORMANCE METRICS FOR MRO:
Temperature range: Standard models to 900°C (1652°F); heater designs to 1000°C - 1100°C (2012°F) and beyond – delivering an inline heater above 900°C is achievable and routine for us. For the most demanding applications, we routinely build high temperature inline air heaters rated to 1100°C, and our engineering team can discuss what's needed for your specific test requirements. Whether you need an air heater that reaches 900°C, a process gas heater at 1000°C and high pressure, or an inline heater at 1000°C with continuous-duty design, we have a solution.
Pressure rating: Up to 3000 PSI (inline heater 207 bar) - a true compressed air heater 3000 PSI, inline air heater 3000 PSI, and high pressure inline air heater capability. Standard designs run to 600 PSI (41 bar). If you're currently running an inline gas heater high pressure system and need to match or exceed its pressure envelope with an electric alternative, our high-pressure electric gas heater designs are ready.
Power output: Up to 14 MW electric process heater output for large test cell installations. We engineer 1-14 megawatt air heaters and megawatt process gas heaters for facilities that run multiple simultaneous test channels.
Flow capability: High flow air heater designs available to 2000 SCFM and beyond. A true 2000 SCFM air heater capability for high-throughput test cell applications. Our low pressure drop inline heater element geometry ensures stable flow conditions throughout the test cycle.
Temperature control: PID controlled air heater accuracy of ±1°C using phase-angle fired SCR power controllers with multi-point thermocouple feedback.



MRO Applications: More Than Just Valve Testing
Most MRO teams initially engage us for pneumatic valve test heater requirements in return-to-service qualification and it's where our combination of high temperature and high pressure makes a real difference. But once engineers see what the SFI platform can do as a custom inline air heater, the applications expand quickly. Here's how MRO facilities use our aircraft component test heaters across the shop floor:
Pneumatic valve testing - Simulate aircraft bleed air conditions using a dedicated valve test stand air heater to verify valve performance and sealing integrity before return to service. Our air heater for valve testing handles both flow and thermal validation in a single test sequence.
Hydraulic actuator testing - Use our high-temperature compressed air heater for component testing to confirm actuator response on flight control surfaces after repair.
Bleed air system component validation - Test repaired ducting, regulators, and check valves under real operating thermal and pressure loads using an MRO pneumatic test heater configured to match OEM bleed air specs.
Air turbine starter qualification - Run a purpose-configured air turbine starter test heater through hot high-pressure airflow profiles post-overhaul to verify spec compliance.
Engine starter valve qualification - Run hot high-pressure airflow through starter valves post-overhaul to verify spec compliance
Environmental Control System (ECS) pack testing - Use our air cycle machine test heater to replicate air cycle machine operating conditions and validate cabin pressurization components end-to-end.
De-icing system component testing - Confirm that anti-ice valves and ducting can handle sustained high-temperature bleed air after maintenance.
Pressure relief valve calibration - Verify precise cracking and reseat pressures on overhauled pneumatic relief valves.
Landing gear pneumatic system testing - Subject retraction and extension pneumatic components to thermal stress testing before reinstallation.
Fuel control valve testing - Confirm sealing performance and actuation under elevated temperature airflow conditions post-repair.
One specialty flanged inline heater platform. The flexibility to run all of it.
Electric vs. Gas: Why MRO Facilities Are Making the Switch
Many MRO test cells were built around inline gas heaters - and for a long time, gas was the default answer for reaching high temperatures in industrial settings. That's changing, and for good reason. When you look at the full picture of safety, space, operating cost, and control precision, electric inline air heaters consistently come out ahead for aerospace MRO environments.
Safety comes first in an FAA repair station
A high-pressure inline gas heater introduces combustion byproducts, open flame risk, and fuel line infrastructure into a tightly controlled environment. Using an inline gas heater with a high-pressure compressed air system requires fuel supply management, combustion air controls, and the associated inspection and compliance burden. As a true inline gas heater alternative, TUTCO SureHeat's electric flanged air heaters systems eliminate all of that. No combustion, no exhaust, no fuel storage - just clean, controllable resistance heating.
Space is always at a premium in the shop
Our patented Serpentine™ heating element technology is the reason our compact high pressure inline heater designs can be 8 to 12 times smaller than equivalent tubular immersion or gas-fired designs. Unlike a traditional open coil inline air heater, the Serpentine™ element delivers exceptional watt density in a fraction of the envelope. That compact high pressure high temperature air heater footprint means you can build a capable test cell in the space you have. For MRO facilities planning an MRO test stand heater upgrade, this is often the deciding factor.
Electric heaters are more energy efficient
Gas combustion involves real energy losses in exhaust and radiant heat. With electric inline process air heater resistance heating, nearly all the input energy goes directly into the airstream. Faster ramp rates also mean less energy spent holding temperature between tests - a meaningful operating cost advantage when you're running multiple components through a test cell each shift.
Control precision matters for valid test results
An inline gas heater alternative may get you to temperature, but holding ±1°C throughout a test cycle is a different challenge entirely. TUTCO SureHeat's closed-loop air heater systems, paired with SCR power controllers and multi-point thermocouple feedback, maintain temperature stability that gas systems simply can't match. That precision is what separates a defensible test result from one that raises questions.
Clean process gas compatibility
Electric heating is inherently compatible with inline air heater for nitrogen, argon, helium, and clean dry air - gases that combustion-based systems contaminate by definition. For MRO applications where contamination of the test gas would compromise results or damage sensitive components, electric is the only appropriate choice. Our high temperature nitrogen heater and inert gas heater inline flanged configurations are in service at facilities across the aerospace supply chain.
Process Gas Compatibility: Air, Nitrogen, Argon, Hydrogen, Steam, and More
TUTCO SureHeat's process air heater flanged designs are compatible with a wide range of process gases — not just air. Whether you need an inline air heater for nitrogen, a dedicated nitrogen heater inline high pressure system, an inert gas heater flanged for argon or helium, a hydrogen gas heater inline for fuel cell or combustion research, or a steam heater inline flanged configuration, our engineering team designs to your gas composition and operating envelope.
Each inline electric gas heater is engineered for the specific thermodynamic and material compatibility requirements of the target gas stream. Our stainless steel process air heater housings are available in multiple alloys — including 316L, 321, and high-nickel grades — to match your process requirements and chemical compatibility constraints. Serpentine element air heater assemblies are designed for minimum pressure drop across the element, keeping your flow conditions stable.
Evaluating Your Options: How TUTCO SureHeat Compares
Engineers scoping high-temperature inline air heater solutions often evaluate multiple suppliers. If you're comparing the Durex inline heater high pressure series or the MHI Airtorch aerospace platform against our SFI line, here are the factors that consistently differentiate TUTCO SureHeat:
- Pressure capability: Our high pressure inline electric heater designs are rated to 3000 PSI — most catalog alternatives top out well below this threshold.
- Temperature ceiling: Our high temperature inline heater designs reach 1100°C+, including true inline heater 1000°C continuous-duty configurations that competitors struggle to match at equivalent flow rates.
- Element technology: The Serpentine™ element is not an open coil inline air heater — it is a closed, high-watt-density design that delivers superior thermal efficiency, longer service life, and a dramatically smaller envelope than tubular or open coil alternatives.
- Customization depth: Every custom inline air heater we build is engineered specifically to your temperature, pressure, flow, gas, and flange specification — not adapted from a catalog product.
- Integrated control systems: Our closed-loop air heater control panels are engineered as part of the system, with OTP protection, SCR power controllers, and full thermocouple integration included as standard.
- ASME-designed pressure vessels: All housings are designed per ASME Section VIII, Division 1 — the same standard your test stand piping is held to.
If you're evaluating electric inline air heater cost or electric inline air heater lead time in parallel with other suppliers, our applications team can provide a budget range and typical lead time based on power, pressure, and flow in a single conversation.

Built to Your Spec, not to a Catalog
TUTCO SureHeat doesn't offer a one-size-fits-all product. Every specialty flanged inline heater is engineered to the specific temperature, pressure, flow rate, and gas composition requirements of the application. The housing, flange spec, wall thickness, and serpentine element configuration are all established using ASME Section VIII, Division 1 pressure vessel design principles - the same standard your test stand piping is designed to.
Our stainless steel process air heater housings are available in a range of alloys to match your process requirements. Inert gas heater inline flanged configurations are available for nitrogen, argon, helium, and other specialty gas streams. Custom serpentine element air heater assemblies are designed for low pressure drop inline heater performance, keeping your flow conditions stable and your test results reliable.
Control panels are engineered as part of the system - not as an afterthought. Each closed-loop air heater control cabinet is designed specifically for the Serpentine™ element and includes OTP (Over Temperature Protection) to prevent element damage during flow interruptions. This level of integration is what makes our systems dependable for continuous, high-throughput MRO test operations and demanding research applications alike.
Electric inline air heater price and electric inline air heater lead time vary based on configuration. If you need a quick ballpark on electric inline air heater cost before engaging engineering, our team can provide a budget range based on power, pressure, and flow requirements in a single conversation.

Ready to Replace Your Gas Heater or Upgrade Your Test Cell?
Whether you're specifying a new MRO test stand from scratch, replacing an aging inline gas heater, sourcing a test cell heater for a wind tunnel or fuel cell rig, or trying to hit temperature and pressure requirements your current heater can't reach, TUTCO SureHeat's applications engineering team is the right call. We work with FAA repair stations, OEM MRO divisions, independent overhaul facilities, research labs, and advanced manufacturing operations to design high pressure high temperature air heater systems that pass qualification and hold up in daily production use.
Phone: 603.418.7662 Email: support@tutcosureheat.com
 Powering Solid Oxide Fuel Cells
Powering Solid Oxide Fuel Cells Combustion Research
Combustion Research Cold Spray, and CO2 Snow Cleaning
Cold Spray, and CO2 Snow Cleaning Wind Tunnel High-Temp Air Heaters – Ambient to 600 °C in 10s
Wind Tunnel High-Temp Air Heaters – Ambient to 600 °C in 10s